Video-Based Quality Control System
A computer vision system that scans products during manufacturing and identifies defects using AI and Machine Learning. The product provides a near real-time tracking system for monitoring the production line state.
Digital Transformation, Manufacturing
AI & ML, Back End Development, Big Data & Analytics, Cloud / DevOps, Front End Development, Internet of Things
New York, US
Challenge
We were to set up hardware and software and deploy an AI-based computer vision system for real-time monitoring on the client side via remote connection. Then, we needed to test the solution and provide support documentation.
Solution
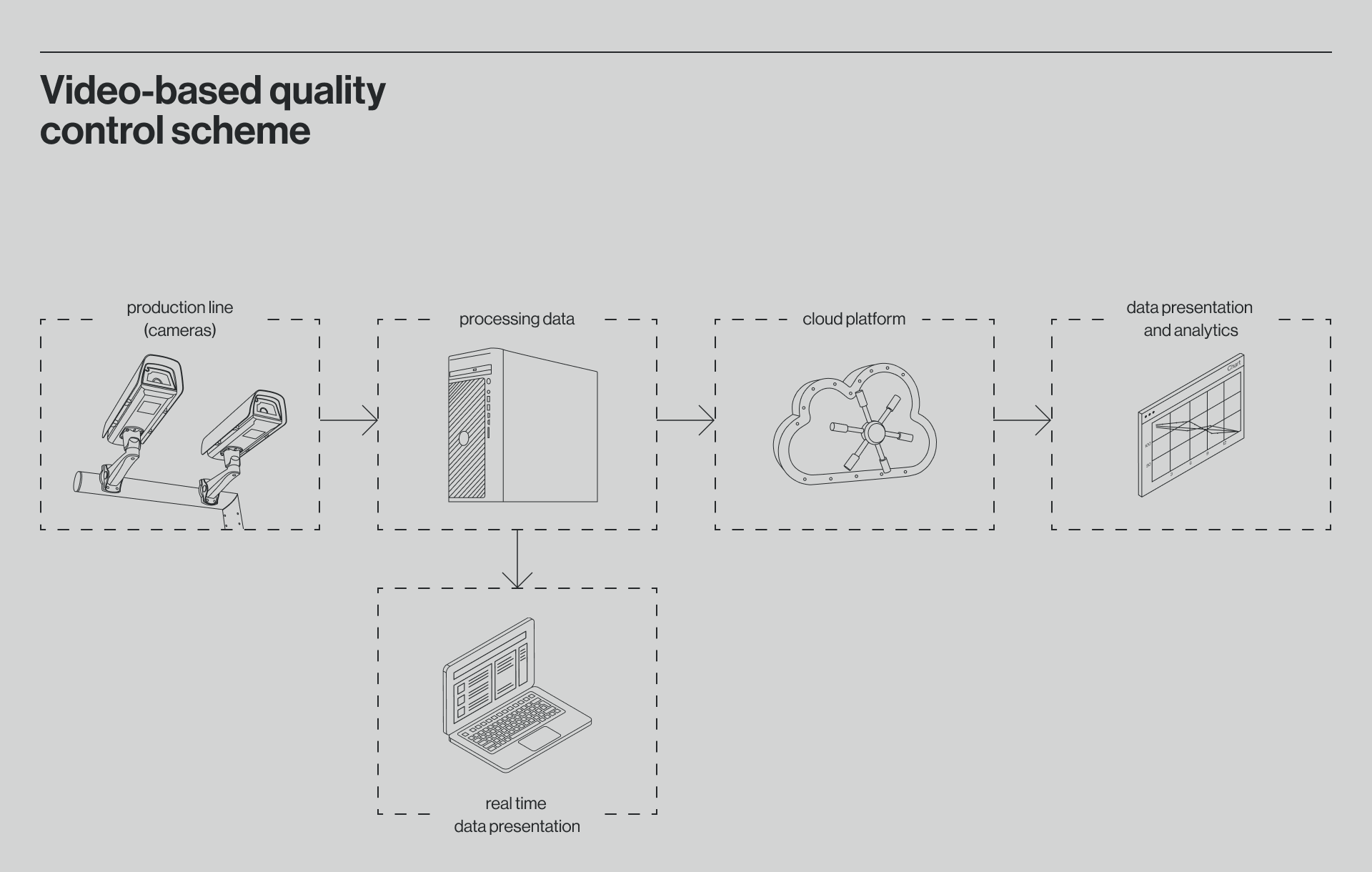
We implemented a computer vision system for real-time product manufacturing tracking and quality control. This product aimed to reduce scrap on shingle production lines through early defect detection and providing production line statuses to plant workers in real-time along with images captured on the production line.
Technologies Used
To successfully implement the computer vision system for real-time product manufacturing tracking and quality control, we utilized a robust technology stack that incorporated a variety of cutting-edge technologies.

The workflow
Defining core system components
Hardware development
Edge application development
Creating Cloud Infrastructure
UI presentation development
Releasing the product in the development environment
Testing
Releasing the product in the production environment
About the team
We built a product-oriented, startup-in-a-garage culture within a cross-functional development team.
Team Lead/Architect
1
Full-Stack Engineers
3
Manual QA Engineer
1
Data Science Engineer
1
Machine Learning Engineer
1
Embedded Engineer
1
Product Manager
1
Impact
Detecting product defects at early stages in the manufacturing process led to cost savings and reduced waste.
We brought an IoT hardware kit and software product having zero experience and a small team to product release and 15+ team members within one year.
Innovative products that we have developed save hundreds of thousands of dollars annually on manufacturing improvements.



